

钛合金加工难题破解 - ASK630五轴机床切削参数优化方案
钛合金以其高强度、耐腐蚀和耐高温特性,在航空航天、医疗器械和高端制造领域备受青睐。然而,这些优良性能也带来了显著的加工挑战:导热性差导致切削热量积聚、化学亲和性易引发刀具粘连、高硬度加剧刀具磨损。如何高效精密地加工钛合金,成为制造业亟待解决的技术瓶颈。本文聚焦于利用ASK630五轴联动加工中心,通过系统化的切削参数优化,实现钛合金加工效率与质量的突破。
钛合金加工的核心难点分析
加工钛合金时,传统切削参数常导致以下问题:一是切削温度快速升高,工件表面易发生硬化或烧伤;二是切屑与刀具易冷焊,造成刀具崩刃或加工面粗糙;三是切削力波动大,影响薄壁结构件的尺寸稳定性。这些问题直接制约了生产效率和零件合格率。
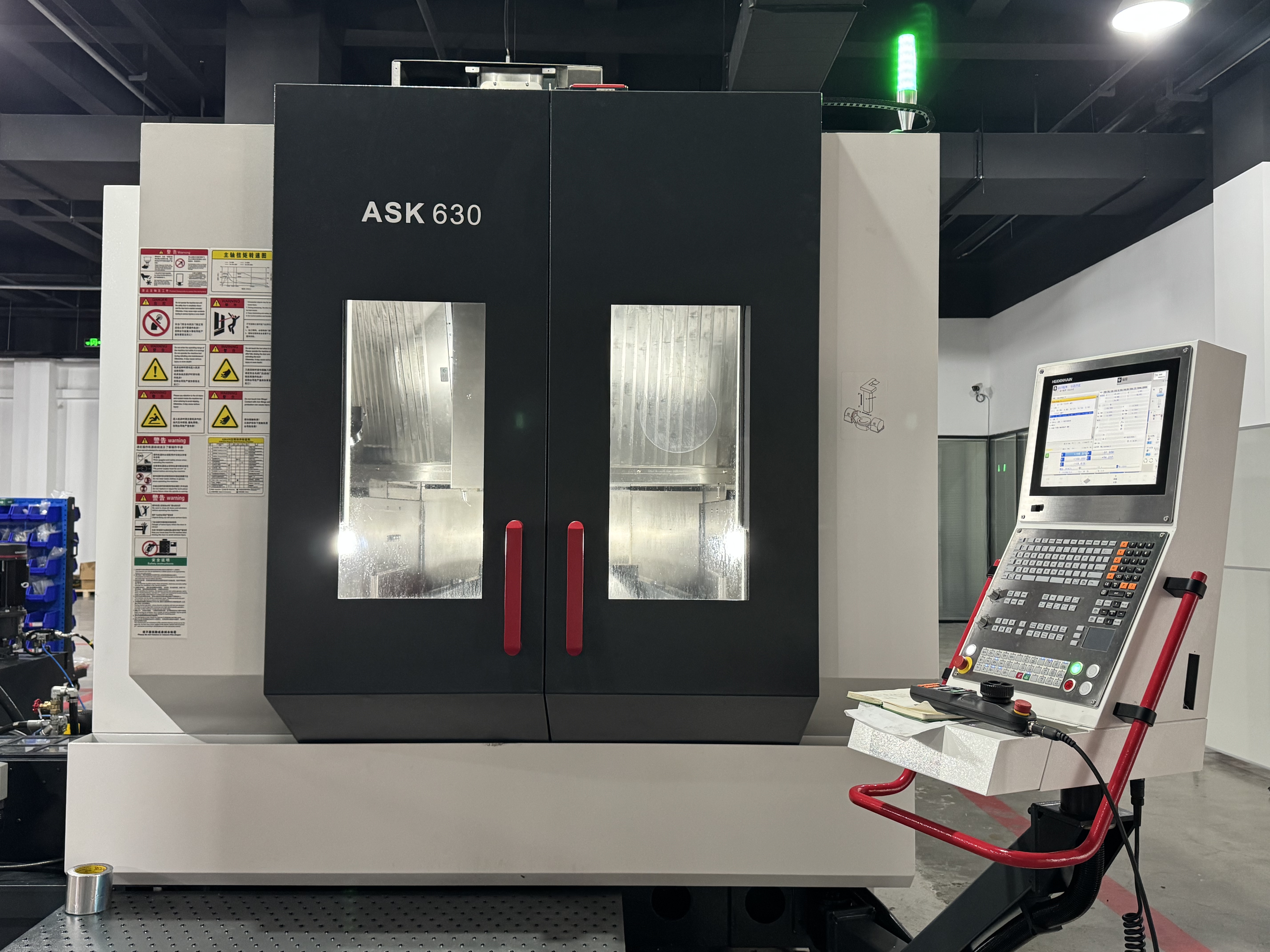
ASK630五轴机床的技术优势
ASK630五轴机床凭借高刚性结构、精密主轴(转速可达20000rpm以上)和动态误差补偿系统,为钛合金加工提供了理想平台。其联动精度和空间灵活性,允许通过优化刀具路径和角度,实现切削力的合理分散与热管理的改善。
系统化切削参数优化方案
1. 刀具选择与冷却策略
优先选用超细晶粒硬质合金或PVD涂层刀具,前角宜小(6°-8°)以增强刃口强度。采用高压内冷(压力不低于7MPa)精准冷却切削区,并考虑氮气或油雾冷却以减少热冲击。
2. 关键切削参数优化建议
- 切削速度(Vc):控制在30-60m/min区间。对于粗加工,可选40m/min左右;精加工可提升至50m/min以上,但需密切监测刀具状态。
- 进给量(fz):每齿进给建议0.04-0.08mm/z。较高的进给可减少刀具与工件接触时间,有助于散热,但需避免切削力过大。
- 切削深度(ap与ae):轴向切深宜小于刀具直径的20%,径向切深可适度加大。利用五轴机床的倾斜加工能力,通过侧刃切削提升材料去除率。
- 切削路径与角度:采用摆线或螺旋式刀具路径,减少全刀宽切削。通过调整工作台倾斜角,使切削力朝向机床刚性最佳方向。
3. 工艺集成与监控
结合机床的振动监测系统,实时采集加工数据,建立钛合金特定材料的参数数据库。实践表明,采用上述优化方案后,某TC4钛合金结构件的加工效率提升约35%,刀具寿命延长50%,表面粗糙度稳定达到Ra0.8μm以下。
ASK630五轴机床通过切削参数的精细化匹配,有效破解了钛合金加工中的热损伤、刀具磨损和精度控制难题。未来,融合自适应控制系统与人工智能工艺优化,将进一步推动钛合金加工向更高效率、更低成本的方向发展,为高端制造领域提供坚实的技术支撑。
编辑:ROSH
审核:子路
浙江埃斯科智能装备有限公司成立于2017年,秉承高精度装备制造的工艺理念,专注于智能制造领域。我们拥有丰富的五轴机床设计与制造经验,主要产品包括高精度五轴立式联动加工中心、高精度五轴双摇臂直驱回转工作台、高端自动化夹具ROSH自定心虎钳及ROSH零点快换系统等。这些创新解决方案广泛应用于精密机械部件、航空航天工业、半导体、新能源汽车部件以及医疗器械等多个行业,并获得了众多知名企业的认可与好评。

如果您正在寻找能够提升生产效率和产品质量的专业设备供应商,欢迎访问我们的官方网站www.athletic-ask.com了解更多详情;或直接联系我们的销售团队【0571-82100288】,让我们共同探讨如何为您的业务带来更大的价值!





请先 登录后发表评论 ~