
ASK埃斯科智能装备 | 五轴立式机床精度困局:热变形影响全知晓,补偿策略巧破局
订阅
本文深入剖析热变形对五轴立式机床精度的影响及补偿策略。热变形影响几何精度,致直线度、平面度、垂直度改变;影响定位精度,因热胀冷缩与传动误差致位置偏移;影响加工精度,使尺寸与形状精度超差。补偿策略包括结构设计优化,采用热对称结构、低热膨胀系数材料、增加散热隔热;温度控制与监测,控环境温度、机床内部设传感器并调控;数控系统补偿,热误差建模与动态补偿。综合运用这些策略可减少热变形影响,提升机床加工精度与稳定性,且该技术将持续发展完善。
热变形对五轴立式机床精度的影响及补偿策略
一、引言
在现代制造业中,五轴立式机床以其高精度、高效率的加工能力而备受青睐。然而,热变形作为一个关键因素,对机床的精度产生着不容忽视的影响。深入了解热变形的影响机制,并制定有效的补偿策略,对于保障五轴立式机床的加工精度、提高产品质量具有极为重要的意义。
 ASK埃斯科智能装备有限公司自研 埃斯科ASK ZR500五轴机床
ASK埃斯科智能装备有限公司自研 埃斯科ASK ZR500五轴机床
二、热变形对五轴立式机床精度的影响
(一)几何精度方面
- 直线度变化
- 机床的床身、立柱、导轨等部件在受热不均匀时会发生膨胀或扭曲变形,从而导致 X、Y、Z 轴的直线度受到影响。例如,当机床的一侧受到更多的热源辐射(如主轴电机产生的热量)时,该侧部件的膨胀量会大于另一侧,使得导轨在水平或垂直方向上产生弯曲,进而使工作台在沿轴运动时偏离理想直线轨迹。这种直线度的变化会直接反映在加工零件的直线特征上,导致直线尺寸偏差或形状误差。
- 平面度改变
- 机床工作台的平面度也会因热变形而改变。由于工作台在加工过程中可能会吸收来自切削热、电机发热等热量,且热量分布难以均匀,使得工作台表面产生局部凸起或凹陷。这对于需要高精度平面加工的零件来说,会导致加工平面的平整度超差,影响零件的装配性能和使用功能。
- 垂直度偏差
- 热变形还会引起轴与轴之间的垂直度发生偏差。例如,立柱的热变形可能会导致 Z 轴与 X、Y 轴之间的垂直度改变,在加工直角类零件时,就会出现角度不准确的情况,使零件的形状精度无法满足要求。
(二)定位精度方面
- 热胀冷缩导致的位置偏移
- 机床的各个运动部件,如主轴箱、工作台等,在温度变化时会因热胀冷缩而产生位置偏移。以主轴为例,当主轴高速旋转产生热量时,其长度会发生变化,如果不能及时补偿这种变化,在进行定位加工时,刀具的实际位置就会与理想位置存在偏差,从而影响加工零件的尺寸精度。同样,工作台在受热后尺寸的改变也会导致工件安装位置相对于机床坐标系发生偏移,使得加工过程中的定位不准确。
- 热变形引起的传动误差
- 机床的传动系统,如滚珠丝杠、齿轮等部件,在热变形的作用下会产生传动误差。例如,滚珠丝杠受热膨胀后螺距会发生变化,当伺服电机按照设定的脉冲数驱动丝杠转动时,工作台实际移动的距离就会与理论值不同,导致定位精度下降。这种传动误差在重复定位过程中也会表现出来,使得机床的重复定位精度受到影响。
(三)加工精度方面
- 尺寸精度超差
- 由于热变形引起的机床几何精度和定位精度的下降,最终会导致加工零件的尺寸精度超差。例如,在加工一个孔系零件时,由于热变形导致机床各轴的定位不准确,各个孔的中心距和孔径尺寸可能会超出设计要求的公差范围,使零件无法正常装配或使用。
- 形状精度恶化
- 对于复杂形状的零件加工,热变形会使刀具与工件之间的相对位置和姿态发生改变,从而导致零件的形状精度恶化。如在加工曲面零件时,热变形可能会使刀具在切削过程中切入深度不均匀,造成曲面的曲率不准确,影响零件的外观和性能。
三、热变形补偿策略
(一)结构设计优化
- 热对称结构设计
- 在机床的设计阶段,采用热对称结构是减少热变形影响的有效方法之一。例如,将立柱设计成左右对称的形状,使热量在两侧均匀分布,减少因一侧热量集中而导致的弯曲变形。同样,对于床身、主轴箱等部件也应尽量采用热对称设计,以平衡热应力,降低热变形对精度的影响。
- 选用低热膨胀系数材料
- 选择低热膨胀系数的材料制作机床的关键部件,如主轴、导轨等。例如,某些陶瓷材料或特殊合金材料具有较低的热膨胀系数,能够在温度变化时保持较小的尺寸变化。采用这些材料可以有效减少热变形对机床精度的影响,但需要综合考虑材料的成本、加工性能等因素。
- 增加散热结构与隔热措施
- 在机床的发热部件周围增加散热结构,如散热片、冷却风扇等,及时将热量散发出去,降低部件的温度上升幅度。同时,对于一些对温度敏感的部位,可以采用隔热材料进行隔离,防止热量传递到其他部件,减少热变形的发生。例如,在主轴电机与主轴之间安装隔热垫,减少电机热量对主轴的影响。
(二)温度控制与监测
- 环境温度控制
- 保持机床加工环境的温度稳定是减少热变形的重要手段。通过安装空调系统、隔热设施等,将加工车间的温度控制在一个较小的波动范围内,一般可控制在 ±1°C - ±2°C。稳定的环境温度可以减少机床部件因环境温度变化而产生的热胀冷缩,降低热变形对精度的影响。
- 机床内部温度监测与调控
- 在机床内部安装温度传感器,实时监测关键部件(如主轴、滚珠丝杠、导轨等)的温度变化。根据温度监测数据,采用主动冷却或加热的方式对部件温度进行调控。例如,当主轴温度过高时,启动液体冷却系统对主轴进行冷却;当环境温度较低且机床部件温度下降过快时,可通过加热装置对部件进行适当加热,使机床始终处于一个相对稳定的热平衡状态,从而减少热变形对精度的影响。
(三)数控系统补偿
- 热误差建模与补偿
- 利用数学模型对热变形引起的误差进行建模分析。通过大量的实验数据和理论计算,建立机床热变形与温度变化之间的数学关系模型。然后,将该模型输入到数控系统中,数控系统根据机床实时的温度监测数据,计算出热变形引起的误差,并在加工过程中对刀具的运动轨迹或工件的位置进行补偿。例如,对于主轴热变形引起的刀具长度变化,可以根据主轴温度和建立的模型计算出补偿值,然后在 Z 轴方向对刀具位置进行调整,以保证加工精度。
- 动态补偿策略
- 由于机床在加工过程中的热变形是一个动态变化的过程,因此需要采用动态补偿策略。数控系统根据机床的运行状态、加工参数(如切削速度、进给量等)以及温度变化情况,实时调整补偿量。例如,在高速切削时,机床产生的热量较多,热变形速度较快,数控系统应相应地提高补偿频率和补偿量,以适应热变形的动态变化,确保加工精度的稳定性。
四、结论
热变形对五轴立式机床的精度有着多方面的严重影响,包括几何精度、定位精度和加工精度等。为了克服热变形带来的不利影响,通过结构设计优化、温度控制与监测以及数控系统补偿等多种补偿策略的综合应用,可以有效地减少热变形对机床精度的影响,提高五轴立式机床的加工精度和稳定性。在未来的机床设计与制造中,热变形补偿技术将不断发展和完善,为制造业的高精度加工提供更有力的保障。
编辑:ROSH
审核:子路
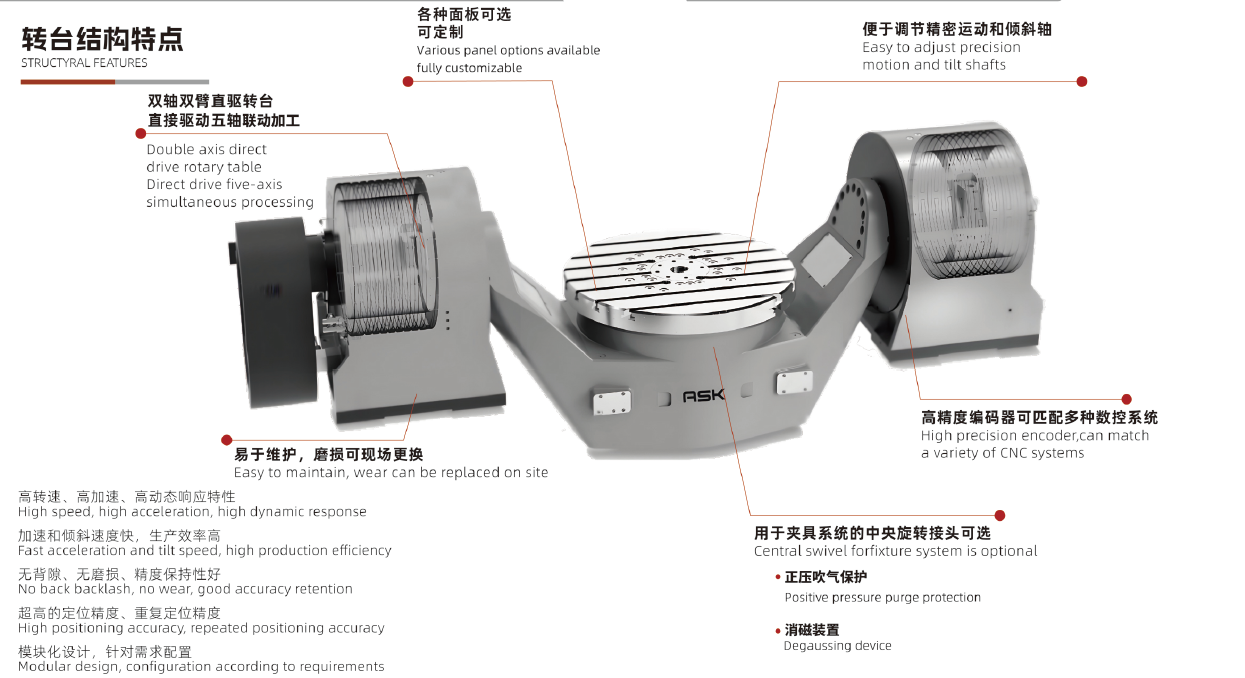
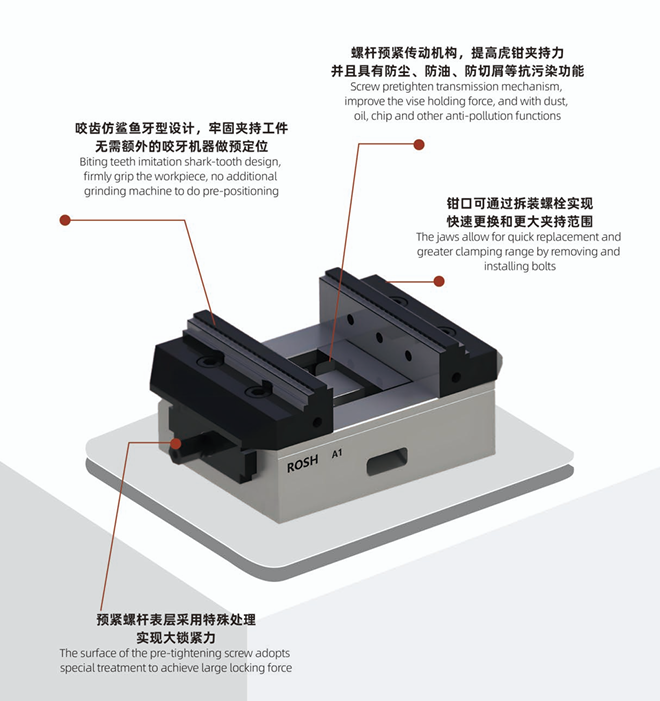
浙江埃斯科智能装备有限公司成立于2017年,秉承高精度装备制造的工艺理念,专注于智能制造领域。我们拥有丰富的五轴机床设计与制造经验,主要产品包括高精度五轴立式联动加工中心、高精度五轴双摇臂直驱回转工作台、高端自动化夹具ROSH自定心虎钳及ROSH零点快换系统等。这些创新解决方案广泛应用于精密机械部件、航空航天工业、半导体、新能源汽车部件以及医疗器械等多个行业,并获得了众多知名企业的认可与好评。

如果您正在寻找能够提升生产效率和产品质量的专业设备供应商,欢迎访问我们的官方网站www.athletic-ask.com了解更多详情;或直接联系我们的销售团队【0571-82100288】,让我们共同探讨如何为您的业务带来更大的价值!
阅读全文













请先 登录后发表评论 ~