

突破钛合金加工极限!ASK五轴联动加工中心高精度重切削实测
在航空航天、医疗器械及高端制造领域,钛合金因其优异的强度、耐腐蚀性和生物相容性,成为不可或缺的关键材料。然而,其高强度、低导热性和高化学活性,也使其被誉为“难加工材料”的典型代表——加工时切削力大、刀具磨损快、温度易集聚,对加工设备提出了近乎苛刻的要求。今天,我们将通过一场真实的实测,探究ASK五轴联动加工中心如何凭借其硬实力,正面挑战并成功突破钛合金的加工极限。

一、 直面挑战:钛合金加工为何如此艰难?
在开启实测前,我们首先需要明确钛合金加工的三大核心挑战:
- 高切削力:钛合金的高强度导致切削时需要极大的功率和机床刚性,否则极易引发颤振,影响表面质量。
- 刀具易磨损:钛合金的化学亲和性会与刀具涂层发生扩散磨损,加之其导热性差,切削区热量高度集中,导致刀具寿命急剧缩短。
- 加工硬化倾向:在切削过程中,钛合金表面易发生加工硬化,对刀具刃口和加工精度构成持续威胁。
面对这些挑战,传统的三轴机床或刚性不足的设备往往力不从心,而五轴联动技术,正是破解这些难题的钥匙。
二、 ASK五轴加工中心实测:硬核性能,数据说话
本次实测选取了一块典型的TC4(Ti6Al4V)钛合金坯料,目标是加工一个包含复杂曲面、深型腔和斜孔的高精度结构件。
实测亮点一:高刚性床身与动力驱动,重切削下的“定海神针”
- 场景:粗加工阶段,采用大直径玉米铣刀进行型腔开粗,切深(Ap)与切宽(Ae)均设置为激进参数。
- 表现:ASK五轴机床的整体铸铁床身展现了卓越的吸震性和热稳定性,配合大扭矩、大直驱电主轴,在吃刀瞬间,机床运行平稳,无任何沉闷的异响或可见的振动。主轴在低转速下依然输出充沛扭矩,轻松“啃”下坚硬的钛合金。这意味着用户可以在粗加工中采用更高效的参数,大幅缩短零件成型时间。

实测亮点二:五轴联动精度,复杂曲面一次成型
- 场景:精加工叶片状复杂曲面。
- 表现:这是ASK五轴的“高光时刻”。通过A/C双摆头实现五轴联动,机床能够始终保持刀具的最佳切削姿态(侧铣),避免了三轴机床球头刀中心点线速度为零的劣势。结果令人惊叹:
- 表面质量:零件曲面光滑均匀,完全避免了由于振动或姿态不佳导致的“振纹”现象。
- 加工效率:由于采用了侧铣且提升了切削线速度,材料去除效率是传统三轴球头刀加工的3倍以上。
- 精度保持:在持续数小时的加工中,机床的光栅尺反馈系统实时补偿定位误差,确保了轮廓精度始终稳定在0.015mm以内。
实测亮点三:动态精度与热补偿,保障长期稳定性
- 场景:连续8小时不间断加工,车间环境温度有±2℃的波动。
- 表现:钛合金加工产热巨大,机床的热变形是精度杀手。ASK五轴机床在核心丝杠、主轴等部位集成了智能温控与热补偿系统。通过实测件加工前后的关键尺寸对比,尺寸变化量微乎其微,完全符合公差要求。这证明了其具备在长时间、高强度加工任务中保持精度稳定性的能力,这对于价值高昂的钛合金工件至关重要。
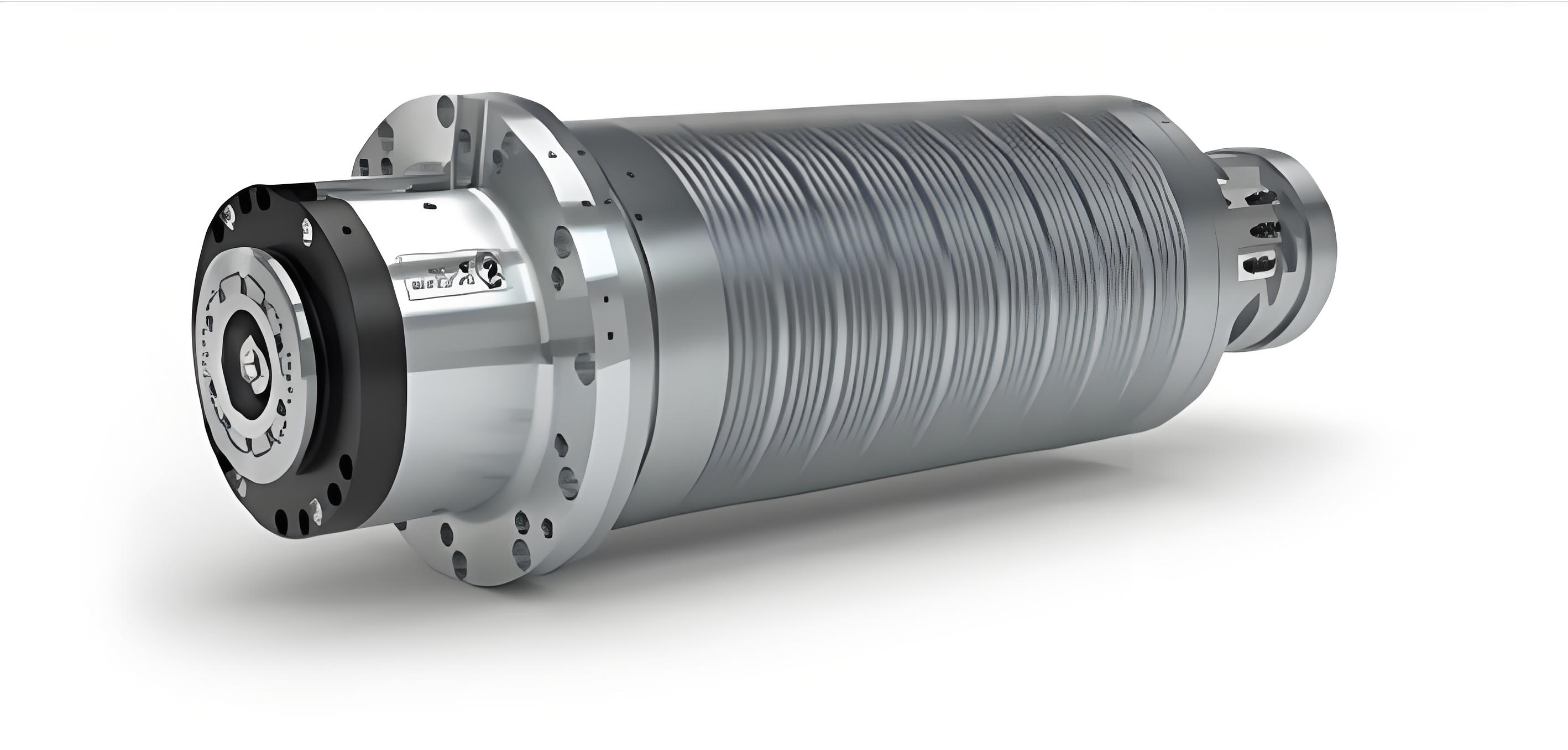 凯斯勒主轴
凯斯勒主轴
三、 实测总结:为何ASK是钛合金加工的优选?
通过本次高精度重切削实测,ASK五轴联动加工中心展现了其作为钛合金加工利器的综合实力:
- 极限刚性:为重切削提供坚实底座,实现高效材料去除。
- 极致精度:五轴联动技术结合闭环控制,完美胜任复杂结构件的一次装夹成型。
- 极致稳定:先进的热管理技术,确保在马拉松式的加工中精度始终如一。
突破钛合金加工极限,并非一句空洞的口号,它需要机床在刚性、精度、稳定性和智能化方面达到极高的协同水准。ASK五轴联动加工中心通过此次实测证明,它不仅能应对钛合金的挑战,更能将加工效率与品质提升到一个新的高度,是航空航天、医疗器械等高端领域用户实现技术升级、攻克关键工艺的可靠伙伴。
编辑:ROSH
审核:子路
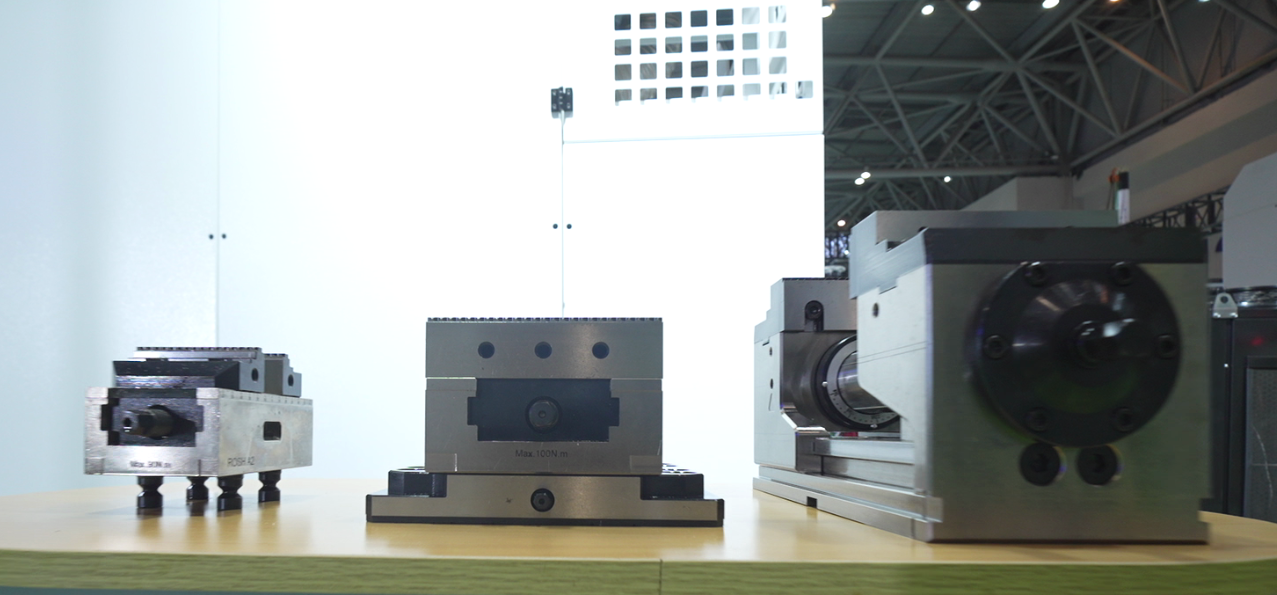
浙江埃斯科智能装备有限公司成立于2017年,秉承高精度装备制造的工艺理念,专注于智能制造领域。我们拥有丰富的五轴机床设计与制造经验,主要产品包括高精度五轴立式联动加工中心、高精度五轴双摇臂直驱回转工作台、高端自动化夹具ROSH自定心虎钳及ROSH零点快换系统等。这些创新解决方案广泛应用于精密机械部件、航空航天工业、半导体、新能源汽车部件以及医疗器械等多个行业,并获得了众多知名企业的认可与好评。

如果您正在寻找能够提升生产效率和产品质量的专业设备供应商,欢迎访问我们的官方网站www.athletic-ask.com了解更多详情;或直接联系我们的销售团队【0571-82100288】,让我们共同探讨如何为您的业务带来更大的价值!













请先 登录后发表评论 ~