
深度探索:五轴立式机床编程中 G 代码和 M 代码的独特应用之道
订阅
本文聚焦五轴立式机床编程基础里 G 代码与 M 代码的特殊应用。G 代码方面,五轴联动相关代码可精确定位空间坐标及实现插补,用于复杂零件加工;刀具路径优化代码涵盖高速切削与自适应加工,提升效率与精度。M 代码中,机床功能控制代码能操控主轴与工作台,辅助功能代码可管理冷却润滑及程序控制与状态监测。合理运用这些代码,编程者可精准控机床,提加工质效、减误差废品率,发挥机床优势,且随机床技术发展,代码功能会更完善,编程者需不断学习。
五轴立式机床的编程基础:G 代码和 M 代码的特殊应用
一、引言
在五轴立式机床的运行中,编程是实现精确加工的关键环节,而 G 代码和 M 代码则是编程的核心语言。深入理解 G 代码和 M 代码在五轴立式机床中的特殊应用,对于充分发挥机床的高性能加工能力、实现复杂零件的精准制造具有极为重要的意义。
二、G 代码的特殊应用
(一)五轴联动相关 G 代码
- 空间坐标定位 G 代码:在五轴立式机床中,除了常见的 X、Y、Z 直线轴坐标定位代码外,还涉及到 A、B、C 旋转轴的定位指令。例如,G54.1 P1 可用于设置第一工件坐标系,在这个坐标系下,通过 G00 X__ Y__ Z__ A__ B__ C__指令能够快速将刀具定位到空间中的特定位置,实现对复杂零件加工起始点的精确设定。这对于加工具有多角度特征的零件,如航空发动机叶片,尤为关键。叶片的不同部位可能需要在不同的空间姿态下进行加工,通过精确的五轴坐标定位 G 代码,机床能够准确地将刀具移动到叶片各个加工点的对应位置,确保加工的准确性。
- 五轴插补 G 代码:G06.1 等代码用于实现五轴插补功能。在加工复杂的空间曲面时,如汽车内饰件的自由曲面造型,五轴插补 G 代码能够使机床的三个直线轴和两个旋转轴协同运动,按照预定的数学模型生成平滑的刀具轨迹。这种插补方式可以避免传统三轴加工中因多次装夹和刀具角度调整带来的误差积累,提高曲面加工的精度和表面质量。例如,在加工一个具有复杂曲率变化的汽车仪表板模具时,五轴插补 G 代码能够确保刀具始终与模具曲面保持最佳的接触角度和切削速度,使加工后的模具表面光滑平整,无需大量的后续打磨和抛光工序。
(二)刀具路径优化 G 代码
- 高速切削 G 代码:为了提高加工效率,五轴立式机床常采用高速切削技术,相应地有特定的 G 代码指令。例如,G64 指令用于连续路径模式,它允许机床在切削过程中以更平滑的速度过渡,减少加减速带来的时间浪费。在加工铝合金航空结构件时,使用 G64 指令结合合适的切削参数,如较高的主轴转速和进给速度,可以显著缩短加工时间。同时,G96 指令可用于恒线速度控制,在加工具有不同直径特征的零件时,能够保持刀具切削刃的线速度恒定,提高刀具寿命和加工表面质量。例如,在加工一个带有圆柱和圆锥特征的轴类零件时,G96 指令可以根据加工部位的直径变化自动调整主轴转速,确保整个加工过程中刀具的切削性能稳定。
- 自适应加工 G 代码:一些先进的五轴立式机床具备自适应加工功能,通过特定的 G 代码实现。例如,G80.2 指令可根据加工过程中的切削力反馈自动调整刀具路径和切削参数。在加工钛合金等难加工材料时,由于材料的不均匀性和切削力的波动较大,自适应加工 G 代码能够实时监测切削力的变化,当切削力超过预设阈值时,自动减小进给量或调整刀具的切入角度,避免刀具破损和加工质量下降。这种智能的编程方式提高了机床在复杂加工环境下的可靠性和加工精度。
三、M 代码的特殊应用
(一)机床功能控制 M 代码
- 主轴控制 M 代码:M03 和 M04 分别用于主轴正转和反转,这是控制主轴旋转方向的基本指令。而 M19 指令则用于主轴定向停止,在进行一些需要精确换刀或对刀操作的加工任务时非常重要。例如,在五轴立式加工中心进行自动化换刀过程中,M19 指令将主轴精确停止在预定角度,确保换刀机械手能够准确地抓取和安装刀具,避免换刀过程中的碰撞和误差。此外,M41 - M44 等代码可用于主轴换挡控制,根据不同的加工需求选择合适的主轴转速范围,以满足粗加工和精加工对主轴扭矩和转速的不同要求。
- 工作台控制 M 代码:对于五轴立式机床的旋转工作台或摆动工作台,有相应的 M 代码进行控制。例如,M120 可用于启动工作台的旋转功能,M121 用于停止旋转并锁定工作台位置。在加工一些需要在不同角度位置进行多面加工的零件时,如立方体零件的各个面铣削,通过这些工作台控制 M 代码,可以精确地调整工作台的角度,使零件的各个面能够依次处于最佳加工位置,提高加工的灵活性和精度。
(二)辅助功能 M 代码
- 冷却与润滑控制 M 代码:M08 指令用于启动切削液冷却系统,在加工过程中及时带走切削热,保护刀具和工件。M09 则用于关闭冷却系统。M10 和 M11 分别用于控制机床的润滑泵开启和关闭,确保机床的导轨、丝杠等运动部件得到良好的润滑,减少磨损和提高运动精度。在长时间的连续加工中,正确使用这些冷却与润滑控制 M 代码对于维持机床的正常运行和加工精度至关重要。例如,在加工钢件时,由于切削热较大,需要持续开启 M08 指令,保证切削液的充分供应;而在加工一些对表面质量要求较高且不需要冷却的有色金属时,可以适时关闭冷却系统,避免切削液对加工表面的污染。
- 程序控制与状态监测 M 代码:M00 指令用于程序暂停,当加工过程中需要进行人工检查、测量或更换刀具等操作时,可使用该指令暂停程序执行,完成操作后再通过启动指令继续加工。M30 指令则用于程序结束并返回程序开头,同时还可能触发一些机床的复位操作,如清除刀具补偿值等。此外,一些高端五轴立式机床还具备状态监测功能,通过特定的 M 代码可以查询机床的当前状态信息,如主轴温度、电机负载等。例如,M200 指令可用于查询主轴温度,当主轴温度过高时,操作人员可以及时采取降温措施,如调整切削参数或检查冷却系统,防止主轴因过热而损坏,保障机床的安全稳定运行。
四、结论
G 代码和 M 代码在五轴立式机床编程中的特殊应用是实现机床高精度、高效率加工的关键所在。通过对五轴联动相关 G 代码、刀具路径优化 G 代码、机床功能控制 M 代码以及辅助功能 M 代码的深入理解和灵活运用,编程人员能够根据不同的加工任务和零件要求,精确地控制机床的运动、主轴的旋转、工作台的角度以及各种辅助功能的开启和关闭。这不仅能够提高加工质量和效率,减少加工误差和废品率,还能够充分发挥五轴立式机床在复杂零件制造领域的优势,为现代制造业的发展提供强有力的技术支持。随着五轴立式机床技术的不断发展和进步,G 代码和 M 代码的功能也将不断丰富和完善,编程人员需要持续学习和探索,以适应不断变化的加工需求。
编辑:ROSH
审核:子路
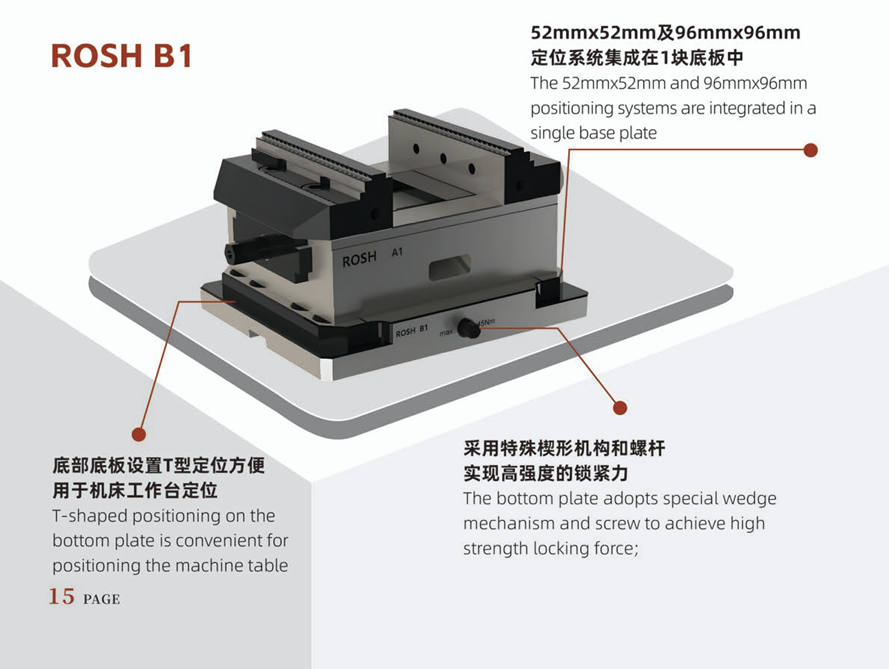
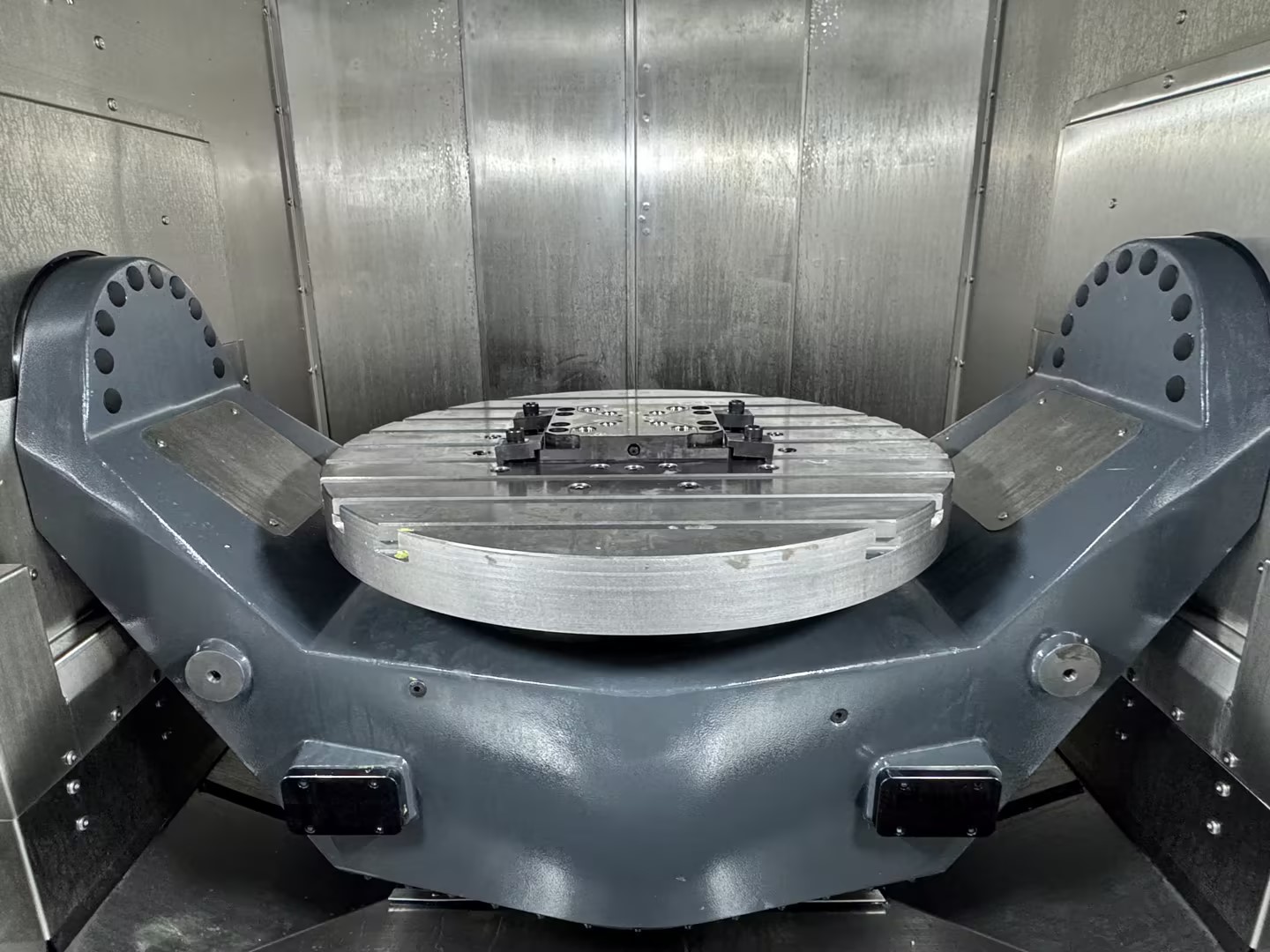
浙江埃斯科智能装备有限公司成立于2017年,秉承高精度装备制造的工艺理念,专注于智能制造领域。我们拥有丰富的五轴机床设计与制造经验,主要产品包括高精度五轴立式联动加工中心、高精度五轴双摇臂直驱回转工作台、高端自动化夹具ROSH自定心虎钳及ROSH零点快换系统等。这些创新解决方案广泛应用于精密机械部件、航空航天工业、半导体、新能源汽车部件以及医疗器械等多个行业,并获得了众多知名企业的认可与好评。

如果您正在寻找能够提升生产效率和产品质量的专业设备供应商,欢迎访问我们的官方网站www.athletic-ask.com了解更多详情;或直接联系我们的销售团队【0571-82100288】,让我们共同探讨如何为您的业务带来更大的价值!
阅读全文













请先 登录后发表评论 ~