
钛合金加工难题破解 - ASK630五轴联动机床切削参数优化方案
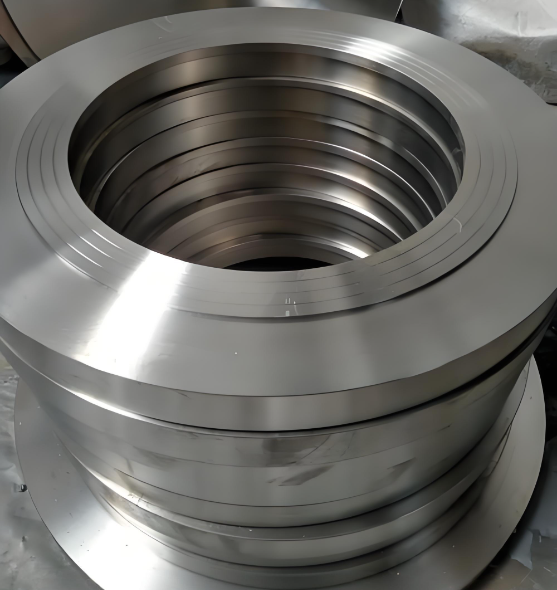
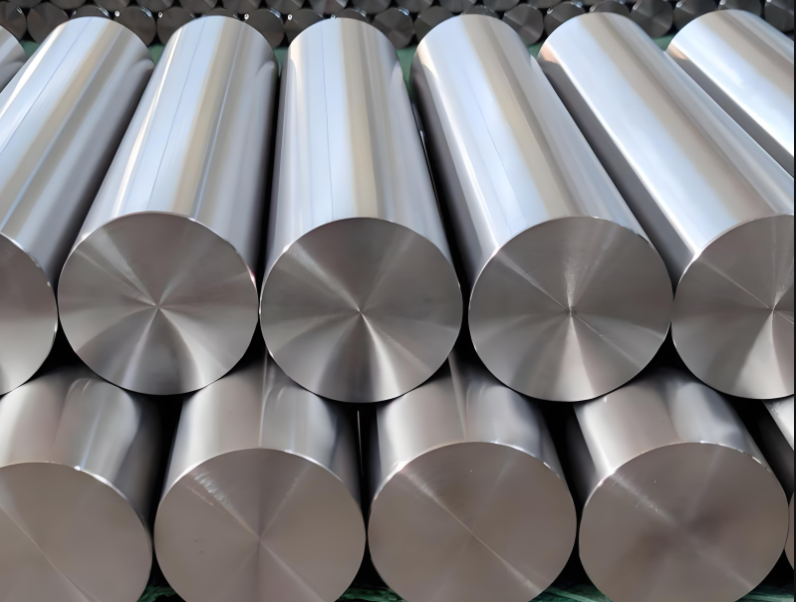
钛合金因其高强度、耐腐蚀性和低密度等特性,成为航空航天、医疗器械等高端制造业的关键材料。然而,其加工过程中存在的切削温度高、刀具磨损快、加工效率低等难题,一直是制造业面临的挑战。
钛合金加工的主要难题
- 切削温度高:钛合金导热性差,加工过程中热量集中在切削区域,易导致工件变形和刀具失效。
- 刀具磨损快:钛合金化学活性高,易与刀具材料发生反应,加剧磨损,增加加工成本。
- 加工效率低:为控制温度和磨损,传统工艺常采用较低切削参数,导致加工周期延长。
- 表面质量难保证:切削振动和温度波动易影响工件表面完整性和尺寸精度。
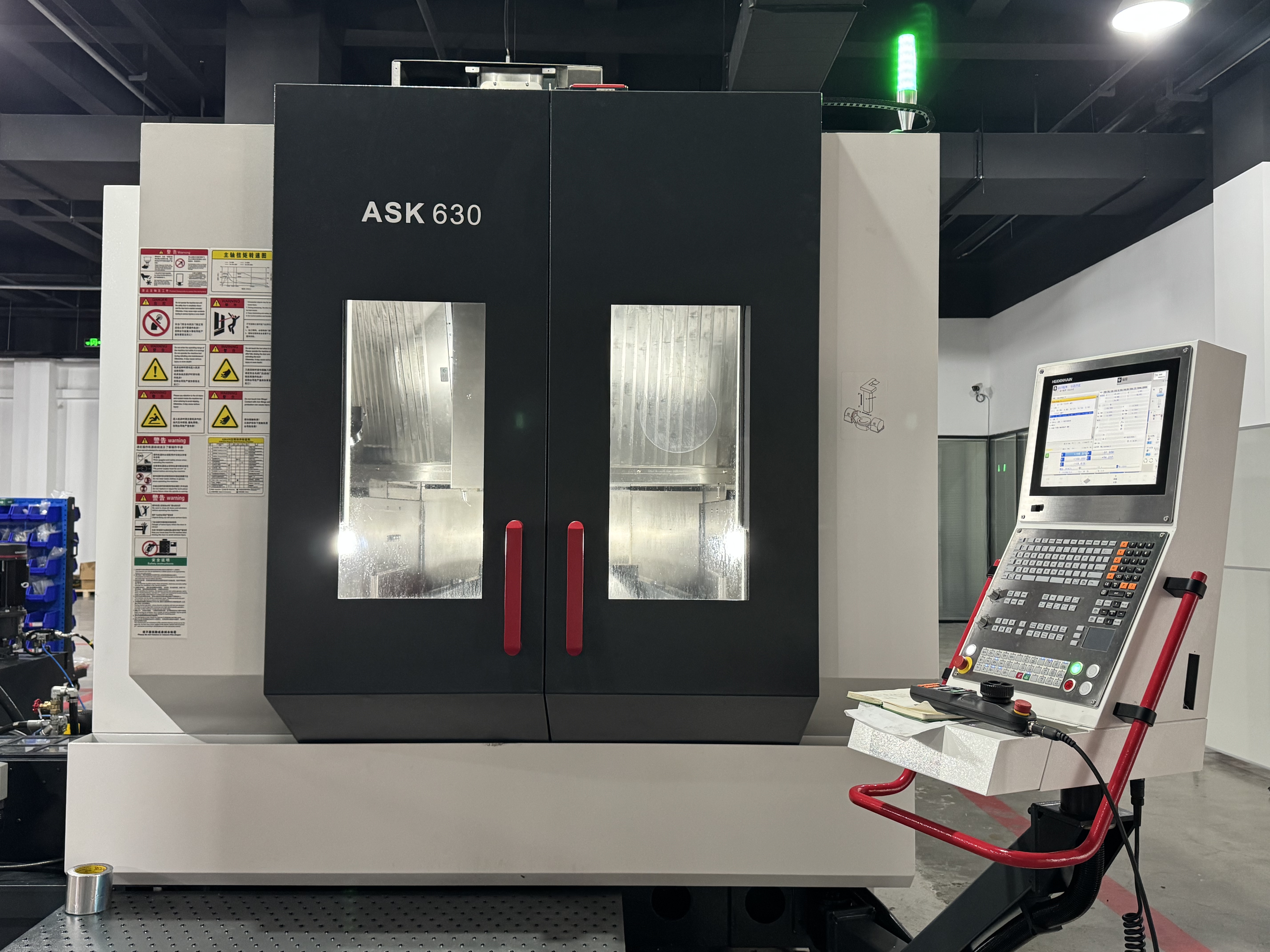
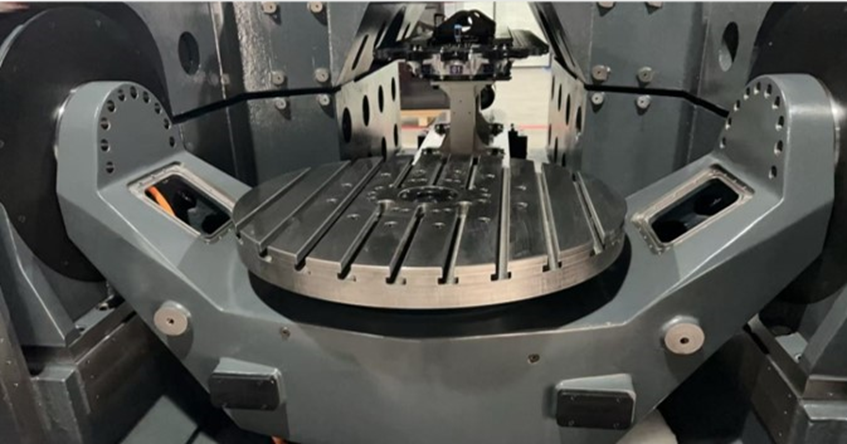
ASK630五轴机床的技术优势
ASK630五轴联动机床具备高刚性结构、高速主轴和精密控制系统,特别适合钛合金等难加工材料的加工,可实现复杂曲面的一次装夹成型,减少重复定位误差,提高加工精度。此外,机床的动态响应能力和热稳定性为优化切削参数提供了坚实基础。

切削参数优化方案
1. 切削速度优化
钛合金加工宜采用中等切削速度。速度过高会导致温度急剧上升,过低则易引起刀具积屑。推荐切削速度范围为30-60 m/min,具体可根据刀具材料和冷却条件调整。
2. 进给量选择
适当提高进给量有助于降低切削温度,但需兼顾表面质量。粗加工时进给量可选0.1-0.3 mm/r,精加工时降至0.05-0.15 mm/r,以确保表面光洁度。
3. 切削深度控制
分层切削是减少热累积的有效策略。粗加工切削深度可达刀具直径的30%-50%,精加工则应控制在0.5 mm以下,以减小切削力波动。
4. 刀具与冷却策略
采用涂层硬质合金或PCD刀具,提升耐磨性。同时,结合高压冷却液和主轴内冷技术,直接冷却切削区域,降低温度并改善排屑。
5. 加工路径优化
利用五轴联动特性,设计连续平滑的刀具路径,减少突然转向和切削力突变,保持加工过程稳定。
实施效果
通过上述优化方案,ASK630五轴机床在钛合金加工中可实现以下改进:
- 加工效率提升20%-30%,缩短生产周期。
- 刀具寿命延长15%-25%,降低工具成本。
- 工件表面质量提高,粗糙度降低至Ra0.8以下。
- 加工精度稳定控制在±0.02 mm以内。
编辑:ROSH
审核:子路
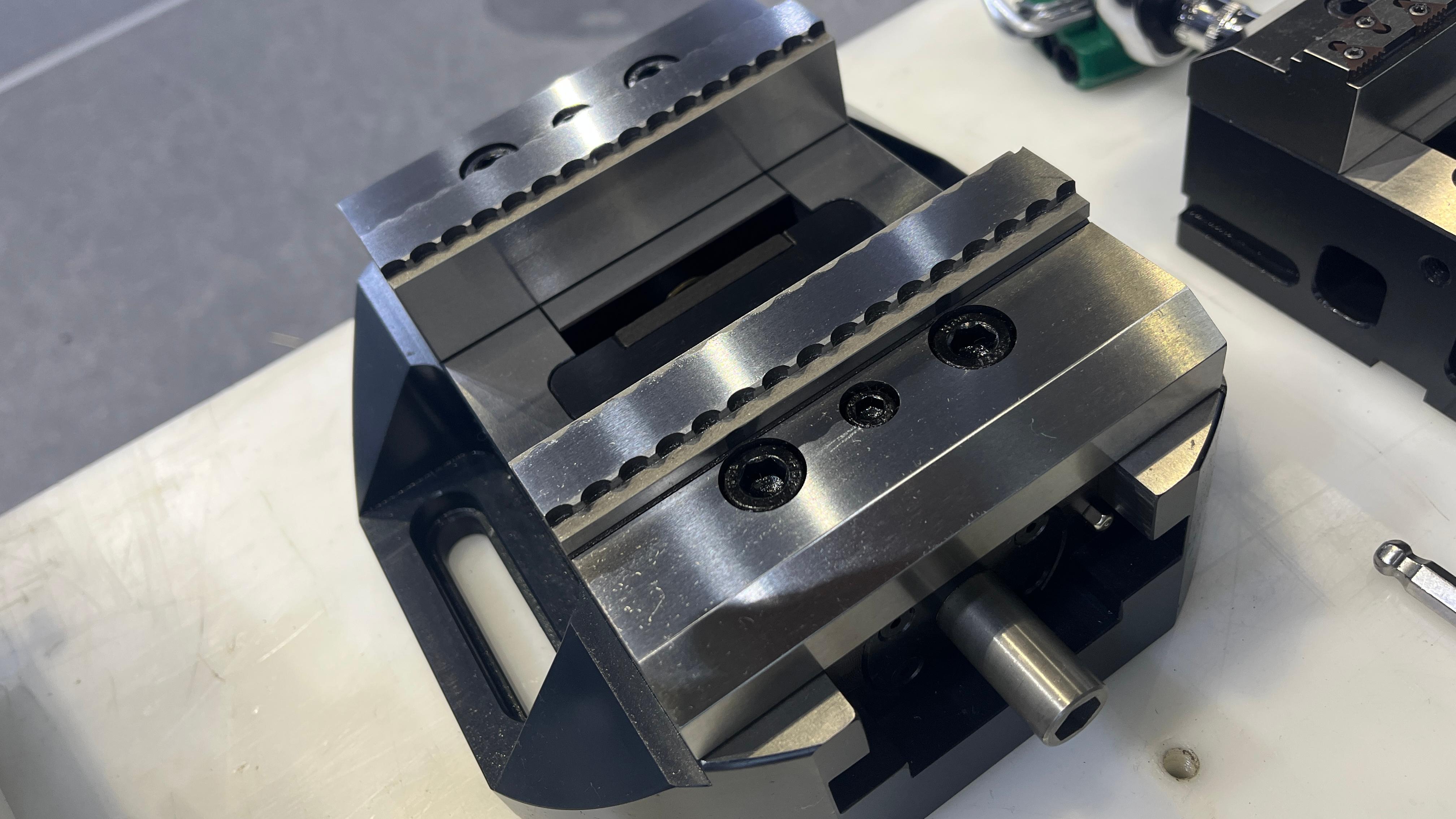
浙江埃斯科智能装备有限公司成立于2017年,秉承高精度装备制造的工艺理念,专注于智能制造领域。我们拥有丰富的五轴机床设计与制造经验,主要产品包括高精度五轴立式联动加工中心、高精度五轴双摇臂直驱回转工作台、高端自动化夹具ROSH自定心虎钳及ROSH零点快换系统等。这些创新解决方案广泛应用于精密机械部件、航空航天工业、半导体、新能源汽车部件以及医疗器械等多个行业,并获得了众多知名企业的认可与好评。

如果您正在寻找能够提升生产效率和产品质量的专业设备供应商,欢迎访问我们的官方网站www.athletic-ask.com了解更多详情;或直接联系我们的销售团队【0571-82100288】,让我们共同探讨如何为您的业务带来更大的价值!











请先 登录后发表评论 ~