

ROSH | 深度揭秘:自定心虎钳精度受哪些关键因素左右?
关注
文章围绕自定心虎钳的精度影响因素展开分析,从机械结构设计、材料特性、加工与装配工艺三个方面进行阐述
- 1、机械结构设计因素
- 定心机构的精度
- 传动方式:自定心虎钳的传动方式对定心精度有显著影响。例如,采用高精度的滚珠丝杠传动的自定心虎钳,相比普通梯形丝杠传动,其传动精度更高。滚珠丝杠的螺旋升角小,能实现更精细的位移控制,使得钳口在开合过程中能够更精确地定心,其重复定位精度可以达到 ±0.01mm 甚至更高。而双丝杆或双齿条传动系统的同步性和精度也很关键,若双丝杆的螺距误差或者双齿条的制造精度不一致,会导致钳口运动不同步,从而影响定心精度。
- 定心组件的精度:定心组件如定心轴、定心套等的制造精度直接决定了虎钳的定心能力。这些部件的尺寸精度、圆柱度、同轴度等几何公差要求严格。例如,定心轴的圆柱度误差如果过大,在钳口开合过程中,会导致工件的定心位置产生偏差。通常,高精度自定心虎钳的定心轴圆柱度误差控制在 ±0.002mm 以内,以确保良好的定心效果。
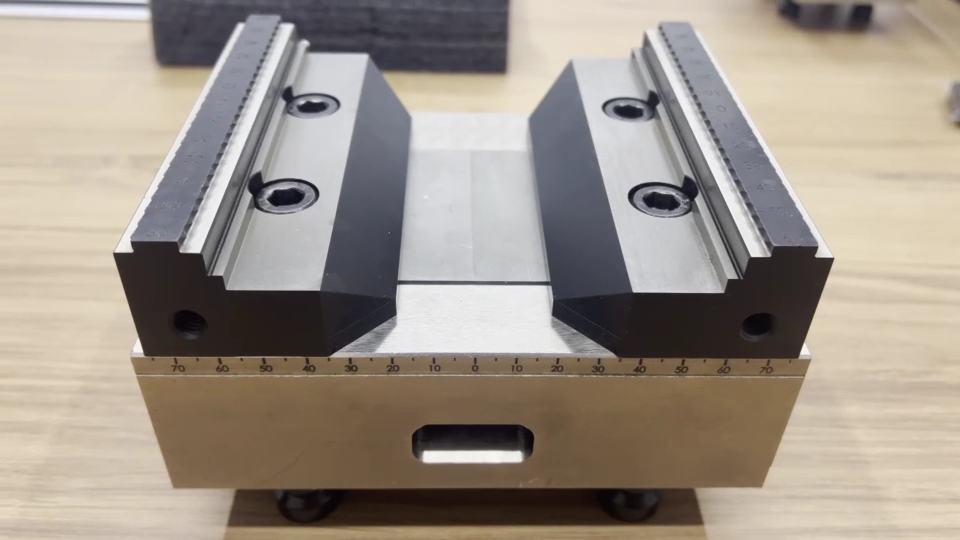
- 钳口的设计与制造精度
- 钳口的平行度和垂直度:钳口的平行度和垂直度是影响精度的重要因素。如果钳口之间不平行,在夹紧工件时会导致工件倾斜,从而使加工精度下降。钳口的平行度一般要求在每 100mm 长度上误差不超过 0.01mm。同样,钳口与虎钳底座的垂直度也很关键,垂直度误差过大会使工件在加工过程中受到侧向力,影响加工精度。在制造过程中,通过精密磨削等加工工艺来保证钳口的平行度和垂直度。
- 钳口的形状精度:钳口的形状精度包括其平面度、直线度等。对于 V 型钳口,V 型槽的角度精度和对称度也很重要。例如,在夹持圆形工件时,V 型槽的角度误差会导致工件定心不准确。高精度的 V 型钳口,其 V 型槽角度误差可控制在 ±0.1° 以内,以确保圆形工件的定心精度。
- 整体结构的刚性
- 主体框架的刚性:自定心虎钳主体框架的刚性不足会在夹紧力和切削力的作用下产生变形,影响精度。主体框架一般采用高强度材料(如合金钢或优质铸铁)制造,并通过合理的结构设计来增强刚性。例如,采用箱型结构或增加加强筋等方式,使虎钳在承受较大夹紧力和切削力时,变形量控制在允许范围内。通常,优质自定心虎钳主体的变形量在最大夹紧力作用下不超过 0.02mm。
- 连接部件的刚性:连接钳口与主体的部件(如导轨、滑块等)的刚性同样重要。如果这些连接部件刚性不足,在钳口运动过程中会产生弹性变形,导致定心精度和夹紧精度下降。采用高精度的线性导轨和滑块,并保证其安装精度,可以有效提高连接部件的刚性,确保钳口运动的准确性。
- 定心机构的精度
- 2、材料特性因素
- 主体材料的稳定性
- 热膨胀系数:自定心虎钳主体材料的热膨胀系数会影响其在不同温度环境下的精度。例如,在高精度加工中,如果主体材料的热膨胀系数较大,当环境温度变化时,虎钳的尺寸会发生明显变化,导致工件定心精度和夹紧精度下降。因此,对于高精度自定心虎钳,常选用热膨胀系数较低的材料,如某些合金钢,其热膨胀系数可以控制在较低水平(如 10 - 12×10⁻⁶/°C),以减少温度对精度的影响。
- 材料的弹性模量:材料的弹性模量决定了其在受力时的弹性变形程度。较高弹性模量的材料在相同夹紧力或切削力作用下,变形较小。例如,使用弹性模量较高的合金钢制造虎钳主体,能够在保证足够刚性的同时,减少因受力而产生的弹性变形,有利于提高精度。
- 钳口材料的耐磨性和硬度
- 耐磨性:钳口材料的耐磨性直接关系到虎钳的精度保持能力。如果钳口材料耐磨性差,在长期使用过程中,钳口表面容易磨损,导致钳口形状和尺寸发生变化,影响夹紧精度和定心精度。例如,采用高硬度的硬质合金或经过特殊热处理的合金钢作为钳口材料,其耐磨性好,能在长时间使用后仍保持良好的精度。
- 硬度匹配:钳口材料与工件材料的硬度匹配也很重要。如果钳口硬度低于工件硬度,在夹紧和加工过程中,钳口容易被工件划伤或磨损,影响精度。相反,若钳口硬度过高,可能会损伤工件表面。因此,需要根据常见的工件材料来选择合适硬度的钳口材料,以确保良好的精度和工件表面质量。
- 主体材料的稳定性
- 3、加工与装配工艺因素
- 机械加工精度
- 零部件加工精度:自定心虎钳各个零部件(如主体、钳口、丝杆等)在加工过程中的尺寸精度、形状精度和位置精度都对整体精度有影响。例如,主体上安装钳口的平面,其平面度加工精度直接影响钳口的安装精度,进而影响定心精度。在加工过程中,通过高精度的数控加工设备和精密的加工工艺(如磨削、研磨等)来保证零部件的精度。通常,关键零部件的尺寸精度可达到 ±0.005mm,形状精度(如圆柱度、平面度)可达到 ±0.002mm。
- 表面粗糙度:零部件表面粗糙度也会影响虎钳的精度。表面粗糙度过高会增加摩擦力,影响钳口的运动精度和定心精度。例如,丝杆表面粗糙度高会导致传动不顺畅,影响钳口的同步运动。通过精密的加工工艺,将关键零部件的表面粗糙度控制在 Ra0.8 - 0.1μm 之间,有助于提高虎钳的精度。
- 装配精度
- 部件的装配顺序和方法:正确的装配顺序和方法是保证自定心虎钳精度的关键。例如,在装配钳口时,需要先对钳口进行配对研磨,以确保其平行度和贴合度,然后按照规定的扭矩拧紧固定螺栓,保证钳口安装牢固且精度符合要求。如果装配顺序错误或方法不当,可能会导致部件之间的配合精度下降,影响虎钳的整体精度。
- 装配后的调试和校准:装配完成后,需要对自定心虎钳进行调试和校准。通过使用专用的检测工具(如百分表、千分尺等)对定心精度、钳口平行度、夹紧力等指标进行检测和调整。例如,使用百分表检测钳口在开合过程中的位移精度,根据检测结果对定心机构进行微调,确保虎钳达到设计精度要求。通常,调试后的自定心虎钳,其定心精度和重复定位精度能够达到设计指标,如 ±0.01mm 的重复定位精度。
- 如果大家想要了解更多关于自定心虎钳的知识可以联系我们——浙江埃斯科智能装备有限公司。
- 机械加工精度
编辑:ROSH
审核:子路
浙江埃斯科智能装备有限公司成立于2017年,秉承高精度装备制造的工艺理念,专注于智能制造领域。我们拥有丰富的五轴机床设计与制造经验,主要产品包括高精度五轴立式联动加工中心、高精度五轴双摇臂直驱回转工作台、高端自动化夹具ROSH自定心虎钳及ROSH零点快换系统等。这些创新解决方案广泛应用于精密机械部件、航空航天工业、半导体、新能源汽车部件以及医疗器械等多个行业,并获得了众多知名企业的认可与好评。

如果您正在寻找能够提升生产效率和产品质量的专业设备供应商,欢迎访问我们的官方网站www.athletic-ask.com了解更多详情;或直接联系我们的销售团队【0571-82100288】,让我们共同探讨如何为您的业务带来更大的价值!
阅读全文













请先 登录后发表评论 ~