

ROSH | 精准掌控:自定心虎钳全方位调整与校准方法大揭秘
- 在机械加工中,自定心虎钳的精准度对工件质量起着决定性作用。下面就来揭秘其全方位的调整与校准方法。
安装时,要确保虎钳底面与机床工作台紧密贴合,无明显缝隙。若存在间隙,可能导致装夹不稳定,影响加工精度。安装好后,检查虎钳外观,查看钳体有无损伤、变形,钳口磨损状况如何。严重磨损的钳口需及时修复或更换。
调整定心精度时,先将标准圆柱棒置于钳口间轻夹。接着,用千分表测量圆柱棒的上母线和侧母线各点。若读数有偏差,就利用虎钳的微调装置,如调节螺丝或偏心轮。依据偏差方向与大小转动微调部件,每调一次重新测量,直至圆柱棒径向跳动在 ±0.02mm 以内,确保定心准确。
校准平行度,把标准平尺放在钳口上且长边平行钳口长边,用千分表从平尺一端移到另一端,根据读数调整虎钳,使平尺各点读数差值极小。垂直度校准则将直角尺一边靠紧固定钳口,另一边用千分表测量,通过调整虎钳位置使垂直度符合要求。
在日常使用中,还需定期检查和维护。加工一定数量工件后,重复上述校准步骤,确保虎钳始终保持高精度。同时,保持虎钳清洁,避免杂物影响其正常工作。只有精准地调整与校准自定心虎钳,才能在机械加工中稳定地生产出高质量的工件,满足工业生产日益严苛的精度需求。
- 1、定心精度的调整与校准
- 检查定心精度:
- 准备标准的圆形和方形工件,其尺寸精度应符合要求。将圆形工件放入虎钳钳口,轻轻夹紧后,使用百分表测量工件的径向跳动。对于方形工件,可以测量其相对两边与机床坐标轴的平行度。记录测量数据,若径向跳动或平行度超出允许范围,则需要调整定心精度。
- 螺旋式定心机构的调整:
- 对于螺旋式自定心虎钳,定心精度主要取决于螺杆的精度和螺纹配合。如果发现定心不准确,首先检查螺杆是否有弯曲或螺纹损坏的情况。若螺杆有轻微弯曲,可以尝试通过在虎钳基座上的调整装置来纠正。例如,有些虎钳基座上有微调螺栓,通过适当调整这些螺栓,可以改变钳口的相对位置,从而提高定心精度。
- 如果是螺纹磨损导致定心精度下降,可能需要更换螺杆或螺母。在更换后,要确保螺杆的安装位置正确,并且在装配过程中要注意保持螺纹的清洁,涂抹适量的润滑油,以保证良好的配合精度。
- 偏心式定心机构的调整:
- 偏心式自定心虎钳的定心精度与偏心轮的设计和制造精度密切相关。当定心精度出现问题时,检查偏心轮的转动是否灵活,有无卡滞现象。若偏心轮转动不顺畅,可能是轴颈部位有污垢、生锈或者磨损。清理轴颈部位的污垢,对生锈处进行除锈处理,若有磨损则需要更换偏心轮。
- 还需要检查偏心距是否符合设计要求。有些偏心式虎钳在设计上允许对偏心距进行微调,可以通过专用的调整工具来调整偏心距,以提高定心精度。
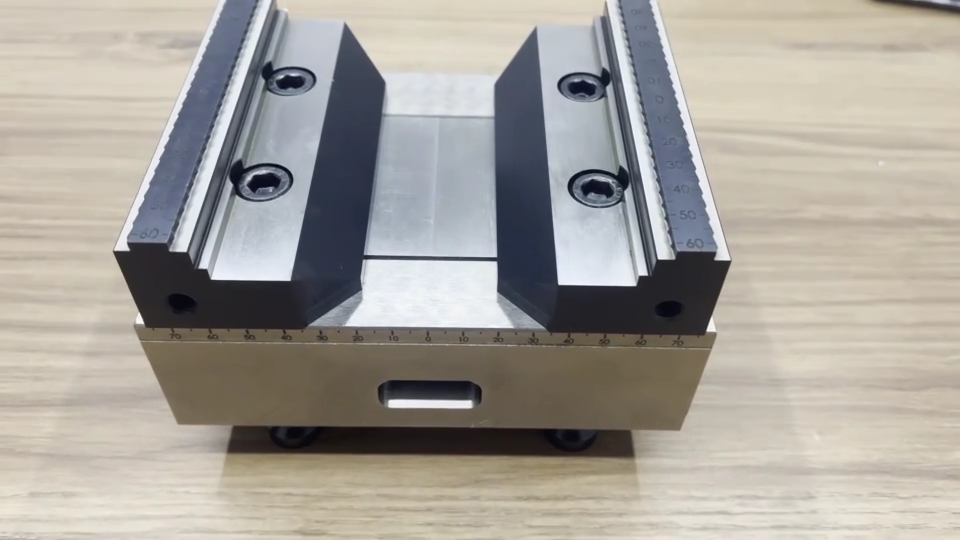
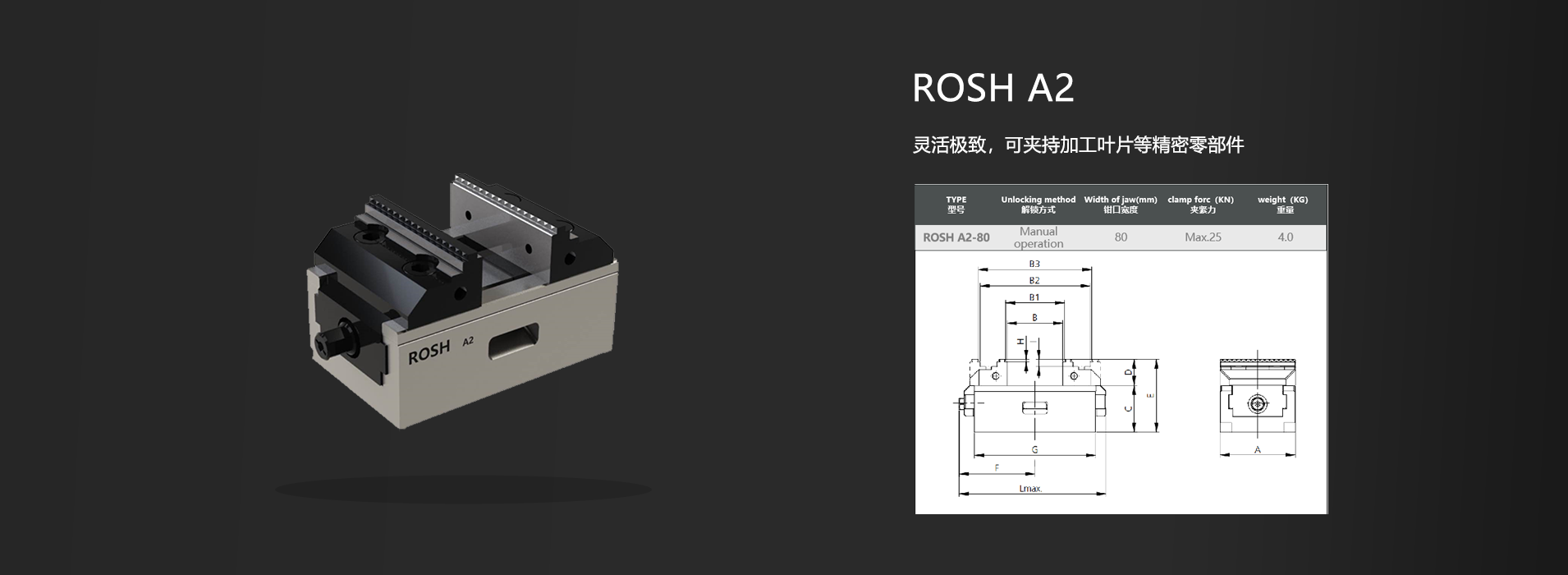 ASK埃斯科智能装备有限公司自研 ROSH A2 自定心虎钳
ASK埃斯科智能装备有限公司自研 ROSH A2 自定心虎钳
- 检查定心精度:
- 2、钳口平行度和垂直度的调整
- 检查钳口状态:
- 使用百分表检查钳口的平行度和垂直度。将百分表的表头分别接触钳口的上下表面和左右表面,手动移动活动钳口,观察百分表的读数变化。正常情况下,钳口上下表面和左右表面的读数变化应该在允许的精度范围内,如 ±0.01mm。如果读数变化超出范围,说明钳口的平行度或垂直度不符合要求,需要进行调整。
- 平行度调整方法:
- 对于一些自定心虎钳,钳口平行度可以通过调整基座上的楔块来实现。松开楔块的固定螺栓,使用专用的调整工具(如扳手或螺丝刀)轻轻敲击楔块,使钳口产生微小的位移,从而调整平行度。在调整过程中,要不断使用百分表进行测量,直到平行度达到要求为止。然后,拧紧楔块的固定螺栓,再次检查平行度是否稳定。
- 另外,有些虎钳在钳口的连接部位有调节螺栓,通过旋转调节螺栓也可以改变钳口的平行度。在调整时,要注意对称地调整两边的调节螺栓,以保证钳口的均匀移动。
- 垂直度调整方法:
- 如果钳口的垂直度出现偏差,可能需要调整虎钳在机床工作台上的安装位置。先松开虎钳的安装螺栓,在虎钳底部与工作台之间垫上合适的垫片。对于需要提高垂直度的一侧,可以垫上较厚的垫片;对于另一侧,可以适当减少垫片厚度或者不垫。通过这种方式来调整钳口与机床坐标轴的垂直度。
- 在调整过程中,同样要使用百分表进行实时测量,确保垂直度调整到符合要求的范围内。调整完成后,重新拧紧安装螺栓,并再次检查垂直度是否稳定。

- 检查钳口状态:
- 3、夹紧力的调整(针对液压 / 气动虎钳)
- 液压虎钳夹紧力调整:
- 液压自定心虎钳的夹紧力是通过液压系统来控制的。首先要检查液压系统的压力设定。找到液压系统中的压力调节阀,通常安装在液压泵或液压缸附近。使用压力计测量当前的液压压力,并与虎钳的技术参数要求的夹紧力对应的压力值进行对比。
- 如果需要增加夹紧力,可以顺时针旋转压力调节阀,使液压压力升高;反之,若要减小夹紧力,则逆时针旋转压力调节阀。在调整压力的过程中,要注意每次调整的幅度不要过大,并且在调整后要通过测试工件来检查夹紧力是否合适,避免夹紧力过大损坏工件或过小导致工件松动。
- 气动虎钳夹紧力调整:
- 气动自定心虎钳的夹紧力主要取决于气压大小。找到连接气动虎钳的气管上的气压调节阀,使用气压表测量当前的气压。与液压虎钳类似,根据需要调整气压大小来改变夹紧力。
- 增加夹紧力时,提高气压调节阀的输出气压;减小夹紧力时,降低气压。在调整后,同样要对夹紧力进行测试,确保其满足加工要求。同时,要注意检查气管的连接是否牢固,避免气压泄漏导致夹紧力不稳定。
- 如果大家想要了解更多关于自定心虎钳的知识可以联系我们——浙江埃斯科智能装备有限公司。
- 液压虎钳夹紧力调整:
编辑:ROSH
审核:子路
浙江埃斯科智能装备有限公司成立于2017年,秉承高精度装备制造的工艺理念,专注于智能制造领域。我们拥有丰富的五轴机床设计与制造经验,主要产品包括高精度五轴立式联动加工中心、高精度五轴双摇臂直驱回转工作台、高端自动化夹具ROSH自定心虎钳及ROSH零点快换系统等。这些创新解决方案广泛应用于精密机械部件、航空航天工业、半导体、新能源汽车部件以及医疗器械等多个行业,并获得了众多知名企业的认可与好评。

如果您正在寻找能够提升生产效率和产品质量的专业设备供应商,欢迎访问我们的官方网站www.athletic-ask.com了解更多详情;或直接联系我们的销售团队【0571-82100288】,让我们共同探讨如何为您的业务带来更大的价值!













请先 登录后发表评论 ~