本文介绍了西门子数控系统CYCLE800、端面转换和柱面转换功能的应用实例。在应用西门子各种转换功能后,再使用模块化编程,极大程度减少了编程人员的工作量,提高了零件的整体加工精度。
随着国内高端制造业的兴起,为了满足客户个性化需求,重型和大型复杂零件的制造精度越来越高,对机床也提出了更高的要求,立式车铣复合加工中心应运而生。本文以西门子828D系统为例,介绍立式车铣复合加工中心上CYCLE800、端面转换和柱面转换等功能的编程方法及应用实例。
西门子828D提供了很实用的人机对话式编程,加工零件程序无需记忆大量G代码,还有各种转换功能,用相应的转换指令可以很方便高效地编程[1]。例如CYCLE800就是很实用的回转平面功能,使用右手笛卡尔坐标系,很容易实现坐标系的平面回转,坐标系回转后,再使用西门子模块功能进行平面铣削、型腔铣削、多边凸台铣削、槽铣削、螺纹铣削和雕刻铣削,这样就可以大大降低编程难度,减少程序的长度[2,3]。立式车铣复合的常用指令如下。
TRACYL(d);柱面转换开始,其中d为圆柱工件直径以CYCLE800为例,CYCLE800可实现铣刀定位和回转平面。铣刀定位是摆动刀具轴线的方向,不改变工件坐标系方向。刀具回转如图1所示。回转平面(见图2)是摆动加工平面以及刀具轴线方向,可以对系统的框架实现静态平面的转换,可在5轴机床上定义空间中的旋转工作平面。在该工作平面上能进行2D或3D的操作和加工。参与转换的2个旋转轴只进行定位,线性轴在加工时移动的方式被称为3+2轴定位加工,能够把工件坐标系通过平移→旋转→再平移的方法转移到当前所需加工的空间倾斜面上,实现空间坐标系的转换,从而将实际的旋转轴法线定位到编程平面上。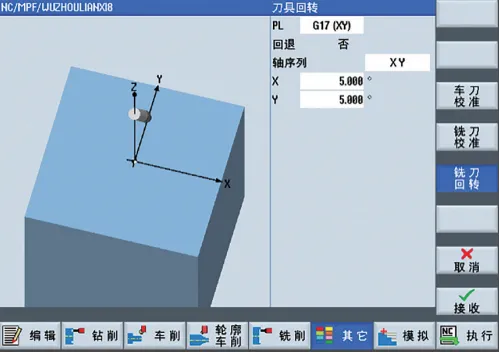
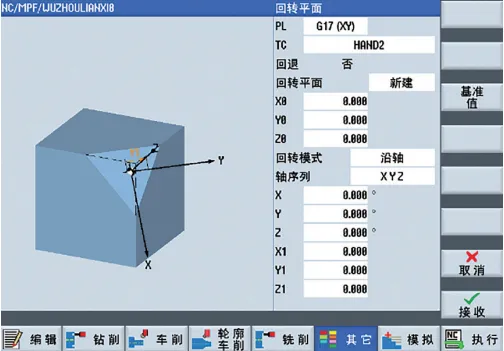
图2 回转平面
CYCLE800的铣刀定位有相应的模块,只需填写需要旋转的角度即可完成编程。判断和设定CYCLE800的方法是用右手笛卡尔法则确定X、Y、Z三个轴的正方向:伸出右手大拇指、食指和中指并成垂直状,拇指对应X轴正向,食指对应Y轴正向,则中指对应Z轴正向;然后右手伸出大拇指,其余四指握拳,大拇指指向轴的正方向,其余四指弯曲的方向就是旋转平面的正方向,反之为负方向。以图3零件为例,介绍立式车铣复合编程方法。此零件通过车铣复合机床CYCLE800铣刀定位和回转平面功能,结合西门子特有的模块化编程进行铣平面、轮廓铣削和型腔加工,最后运用TRACYL柱面转换加工,在零件外圆处雕刻字母。
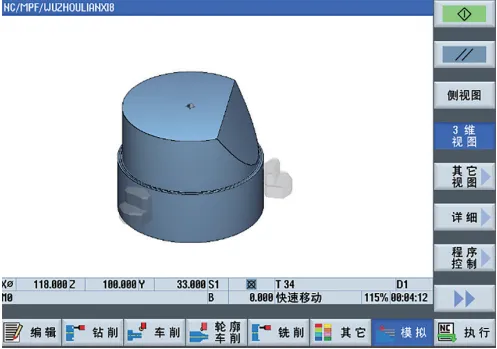
第一步加工斜面,如图4所示,使用CYCLE800回转平面功能加工一定角度的斜面。首先选择需要的刀具,34号刀为φ4mm立铣刀,然后启动第二轴铣削轴,轴参数为正转,转速为1000r/min,CYCLE800将工件中心坐标向正方向移动20.556mm,Y轴旋转60°,再将旋转后的坐标系向Y轴移动-30mm。然后使用模块铣削平面,系统自动转换为铣削60°斜面。具体程序如下。
CYCLE800(0,“HAND2”,100000,57,20.556,0,0,0,60,0,0,-30,0,-1,100,1)CYCLE61(100,12,10,0,0,0,32,55,2,70,1,90,31,0,1,1010)CYCLE61(100,1,10,0,0,0,32,55,0.5,20,0,90,31,0,1,1010) 图4 斜面加工
第二步在加工的斜面上挖一个贯穿槽,槽中间再挖一个方形槽。如图5所示,使用CYCLE800铣刀定位和回转平面,在斜面上挖槽。在斜面的基础上,Z轴坐标系ROT旋转90°。使用轮廓铣削,粗加工和精加工贯穿槽,退刀后Z轴坐标系还原到0°,在贯穿槽中间加工方形槽。具体程序如下。CYCLE800(0,“HAND2”,101,54,,,,15,0,,,,,,100,1)CYCLE800(0,“HAND2”,100000,57,20.556,0,0,0,60,CYCLE63(“QWE”,11,10,0,1,-4,100,0.1,40,1,0.1,0.1,0,0,0,1,1,15,1,2,“”,1,,0,101,111)CYCLE63(“WE”,13,10,0,1,-4,100,0.1,40,1,0.1,0.01,0,0,0,1,1,15,1,2,“”,1,,0,101,111)POCKET3(100,0,10,-10,12,12,4,0,0,0,1,0.1,0.1,80,0.1,0,21,70,8,3,15,2,2,0,1,2,11100,11,111)POCKET3(100,0,10,-10,12,12,4,0,0,0,1,0.1,0.1,80,0.1,0,22,70,8,3,15,2,2,0,1,2,11100,11,111)G3 Y28.32 J=AC(0) K=AC(56.978) ;*GP*G2 Y-28.32 J=AC(0) K=AC(58.154) ;*GP*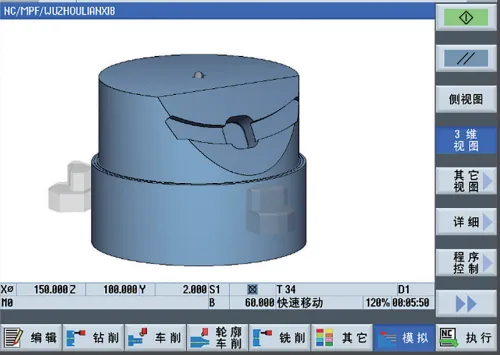
第三步在加工的斜面上挖一个矩形腔。如图6所示,使用SPOS主轴定位,换一个角度用CYCLE800铣刀定位和回转平面,在斜面上挖矩形腔。首先使用主轴定位功能,让主轴旋转240°,重复第一步加工斜面,再换球刀加工矩形腔,具体程序如下。CYCLE800(0,“HAND2”,100000,57,20.556,0,0,CYCLE61(100,12,10,0,-20,-30,17,50.5,2,70,1,90,31,CYCLE61(100,1,10,0,-20,-30,17,50.5,2,20,0,90,31,CYCLE800(0,“HAND2”,101,54,,,,60,0,,,,,,100,1)POCKET3(100,0,10,-6,24,14,5,0,0,90,1,0.1,0.1,80,0.1,0,22,70,8,3,15,1,1,0,1,2,11100,11,111)POCKET3(100,-5.5,10,-6,24,14,5,0,0,90,0.5,0.1,0.1,80,0.1,0,22,70,8,3,15,1,1,0,1,2,11100,11,111)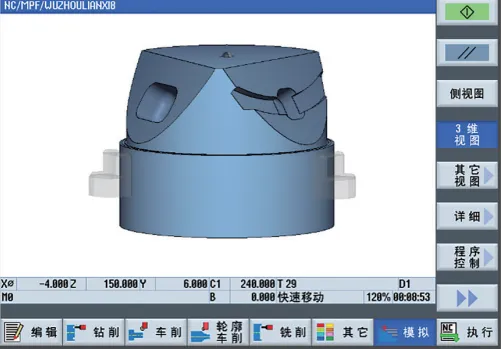
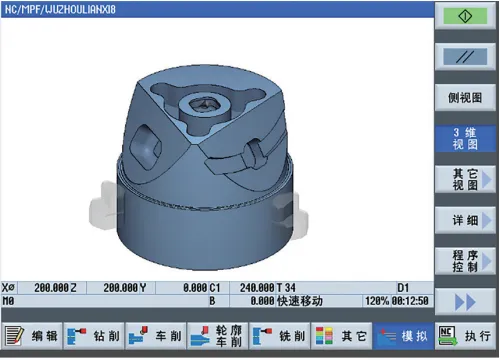
第四步,使用西门子多个岛屿轮廓的铣削功能,铣削零件顶部(见图7)。在开始铣削顶部之前,首先取消坐标系旋转,取消刀具定位角度,使铣刀垂直于工件进行加工。使用多个岛屿轮廓的铣削功能,首先新建大轮廓,再创建中心的轮廓,调用轮廓的时候一定先调用大轮廓,后调用中心的圆轮廓,然后使用轮廓铣削功能里的型腔铣削,完成零件顶部的加工,最后在零件顶部加工一个矩形腔,具体程序如下。CYCLE800(0,“HAND2”,101,54,,,,0,0,,,,,,100,1))CYCLE62(“DINGMIANHUABAN”,1,,)CYCLE62(“ZHONGXINYUAN”,1,,)CYCLE63(“QWE”,1011,100,0,10,-10,100,0.1,55,1,0.5,0.5,0,0,0,1,1,15,1,2,“”,1,,0,101,111)CYCLE63(“QWE”,1013,100,0,10,-10,100,0.1,30,1,0.1,0.1,0,0,0,1,1,15,1,2,“”,1,,0,101,111)POCKET3(100,0,10,-5,12,12,4,0,0,0,1,0.1,0.1,80,0.1,0,21,40,8,3,15,1,1,0,1,2,11100,11,111)POCKET3(100,0,10,-5,12,12,4,0,0,0,1,0.1,0.1,80,0.1,0,22,40,8,3,15,1,1,0,1,2,11100,11,111)POCKET3(100,0,10,-5,12,12,4,0,0,0,1,0.1,0.1,80,0.1,0,24,40,8,3,15,1,1,0,1,2,11100,11,111)E_LAB_A_DINGMIANHUABAN: ;#SM Z:4G3 X5.747 Y19.955 I=AC(1.417) J=AC(22.455) ;*GP*G2 X15.76 Y17.298 I=AC(11.447) J=AC(19.827) ;*GP*G3 X14.574 Y9.687 I=AC(18.737) J=AC(12.456) ;*GP*G2 Y-9.687 I=AC(-0) J=AC(0) ;*GP*G3 X14.407 Y-14.955 I=AC(18.737) J=AC(-12.456) ;*GP*G2 X7.1 Y-22.298 I=AC(11.413) J=AC(-19.769) ;*GP*G3 X1.103 Y-17.465 I=AC(1.417) J=AC(-22.455) ;*GP*G2 X-15.676 Y-7.777 I=AC(.001) J=AC(0) ;*GP*G3 X-20.155 Y-5 I=AC(-20.155) J=AC(-10) ;*GP*G2 Y5 I=AC(-22.861) J=AC(0) ;*GP*G3 X-15.676 Y7.777 I=AC(-20.155) J=AC(10) ;*GP*G2 X1.103 Y17.465 I=AC(.001) J=AC(-0) ;*GP*E_LAB_A_ZHONGXINYUAN: ;#SM Z:8第五步,使用西门子雕刻铣削功能,柱面雕刻铣削零件(见图8)。选择13号刀具,调整刀具位置,使铣刀垂直于工件柱面;启动第二主轴,设置转数和进给;使用西门子柱面转换功能TRACYL,调用雕刻铣削模块,在模块中设置需要雕刻的文字和字高;加工完成后取消柱面转换。具体程序如下。CYCLE800(0,“HAND2”,101,54,,,,90,0,,,,,,100,1)CYCLE60(“SINUMERIK”,70,35,1,,1,52,-10,0,0,0,6,3,1,20,20020000,1252,0,100,13,1)
图8 柱面雕刻
对于较大型的既需要立式车削又需要铣削的零件,在车铣复合加工中心上使用西门子数控系统CYCLE800、端面转换和柱面转换功能,结合模块化编程,可在极大程度上减少编程人员的工作量,且有利于提高生产效率、减少装夹次数,最终提高零件的整体加工精度。
[1] 贺琼义. 五轴数控系统加工编程与操作[M]. 北京:机械工业出版社,2019.[2] 姚新. 数控加工技术[M]. 北京:机械工业出版社,2011.[3] 胡泽凯,曹娅婧. 车铣复合加工中心的加工方法[J].
本文发表于《金属加工(冷加工)》2024年第4期64~67页,作者:西门子(中国)有限公司 胡泽凯,武汉联影智融医疗科技有限公司 曹娅婧,原标题:《光电探头在数控加工中的应用》。
-End-
编辑:ROSH
审核:子路
浙江埃斯科智能装备有限公司成立于2017年,秉承高精度装备制造的工艺理念,专注于智能制造领域。我们拥有丰富的五轴机床设计与制造经验,主要产品包括高精度五轴立式联动加工中心、高精度五轴双摇臂直驱回转工作台、高端自动化夹具ROSH自定心虎钳及ROSH零点快换系统等。这些创新解决方案广泛应用于精密机械部件、航空航天工业、半导体、新能源汽车部件以及医疗器械等多个行业,并获得了众多知名企业的认可与好评。

如果您正在寻找能够提升生产效率和产品质量的专业设备供应商,欢迎访问我们的官方网站www.athletic-ask.com了解更多详情;或直接联系我们的销售团队【0571-82100288】,让我们共同探讨如何为您的业务带来更大的价值!
















请先 登录后发表评论 ~